一:厚壁塑件缩水产生原因
塑料(liào)注(zhù)塑的(de)塑料件的缩水是成(chéng)型工艺的常见问题,通常出现在产品的表面上(shàng)。是因(yīn)为(wéi)溶体在冷凝收缩的时候留下的空间得不到补充而出现(xiàn)的。产品(pǐn)冷(lěng)却(què)凝固时,最外层的先冷却(què)变(biàn)硬,内部的后冷却(què)(还是软的)。
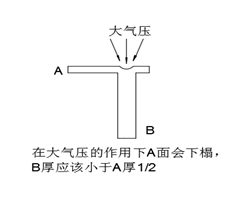
受(shòu)到大气压的影响和材料本身的收缩率(lǜ)的作用下,会(huì)向中心(xīn)区域施(shī)压造成下陷。当壁较厚的时候收(shōu)缩会格外的明显(xiǎn),如果成型时间过短还会造成真(zhēn)空泡,增加(jiā)冷却(què)时间和填充量收缩程度会明显好转。
解决办法:
注塑模具设计的收缩不统一,使型芯冷却均匀性不同,肉厚部(bù)位比(bǐ)肉薄部位冷却的慢,有热传(chuán)导的差异,所以肉(ròu)越厚收缩越(yuè)大(dà),严重(chóng)时会出现缩坑。可以将原有(图2)筋位实心的(de)改成非实心的或者对筋位、突出部分变(biàn)细,增加了水流通过量使该位置(zhì)冷却充分,增强该位置的冷却效果,缩水程度明显好转。






